- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Plazmafolyamatok a CVD-műveletekben
1. Kamratisztítás
A kémiai gőzlerakódás (CVD) során nemcsak az ostya felületén, hanem a folyamatkamrában és annak falán belüli alkatrészeken is lerakódások képződnek. Az alkatrészekre lerakódott fóliákat rendszeresen el kell távolítani a stabil folyamatfeltételek megőrzése és az ostyák szemcsés szennyeződésének megelőzése érdekében. A legtöbb CVD-kamra fluor alapú kémiai reakciógázokat használ a tisztításhoz.
A szilícium-oxidos CVD-kamrákban a plazmatisztítás általában fluor-szénhidrogén gázokat, például CF4-et, C2F6-ot és C3F8-at tartalmaz, amelyek a plazmában lebomlanak, és fluor gyököket szabadítanak fel. A kémiai reakciókat a következőképpen ábrázoljuk:
·e- + CF4 -> CF3 + F + e-
· e- + C2F6 -> C2F5 + F + e-
A fluoratomok, amelyek a legreaktívabb gyökök közé tartoznak, gyorsan reagálnak a szilícium-oxiddal, és gáznemű SiF4-et képeznek, amely könnyen kiüríthető a kamrából:
·F + SiO2 -> SiF4 + O2 + egyéb illékony melléktermékek
A wolfram CVD-kamrák általában SF6-ot és NF3-at használnak fluorforrásként. A fluor gyökök a wolframmal reagálva illékony volfrám-hexafluoridot (WF6) termelnek, amely vákuumszivattyúkon keresztül evakuálható a kamrából. A plazmakamra tisztítása automatikusan leállítható a plazmában lévő fluor emissziós jellemzőinek figyelésével, elkerülve a kamra túlzott tisztítását. Ezeket a szempontokat részletesebben tárgyaljuk.
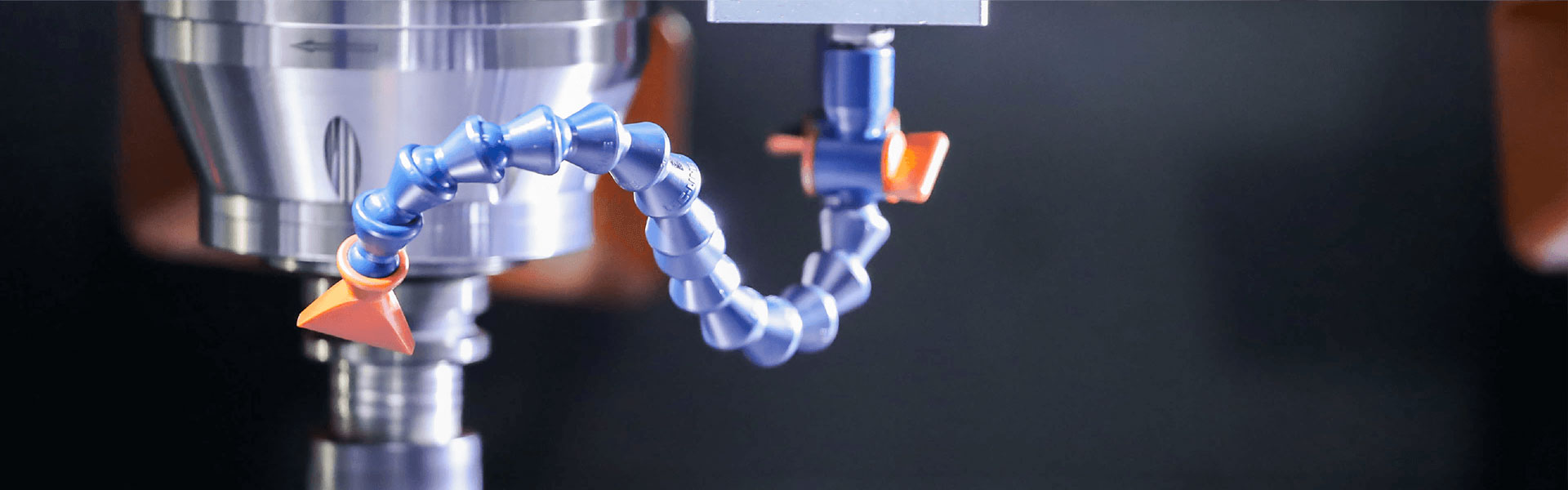
2. Hézagkitöltés
Amikor a fémvonalak közötti rés 0,25 µm-re szűkül 4:1 oldalarány mellett, a legtöbb CVD-leválasztási technika nehezen tudja kitölteni a hézagokat üregek nélkül. A High-Density Plasma CVD (HDP-CVD) képes kitölteni az ilyen szűk hézagokat anélkül, hogy üregeket hozna létre (lásd az alábbi ábrát). A HDP-CVD folyamatot a későbbiekben ismertetjük.
3. Plazmamarás
A nedves maratáshoz képest a plazmamarás olyan előnyöket kínál, mint az anizotróp maratási profilok, az automatikus végpont-felismerés és az alacsonyabb vegyszerfelhasználás, valamint ésszerű magas maratási sebesség, jó szelektivitás és egyenletesség.
4. Az Etch profilok vezérlése
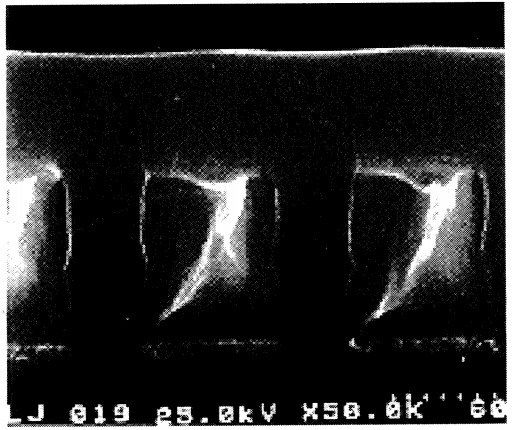
Mielőtt a plazmamarás széles körben elterjedt volna a félvezetőgyártásban, a legtöbb ostyadarab nedves kémiai maratást használt a mintaátvitelhez. A nedves marás azonban izotróp folyamat (a marás minden irányban azonos sebességgel történik). Ha a tereptárgyak mérete 3 µm alá zsugorodik, az izotróp maratás alávágást eredményez, ami korlátozza a nedves maratás alkalmazását.
A plazmafolyamatok során az ionok folyamatosan bombázzák az ostya felületét. Akár rácssérülési mechanizmusokon, akár oldalfali passzivációs mechanizmusokon keresztül, a plazmamaratással anizotróp maratási profilokat lehet elérni. A maratási folyamat során a nyomás csökkentésével növelhető az ionok átlagos szabad útja, ezáltal csökkenthető az ionütközések a jobb profilszabályozás érdekében.
5. Maratási sebesség és szelektivitás
A plazmában történő ionbombázás segít megszakítani a felszíni atomok kémiai kötéseit, és kitéve a plazma által generált gyökök hatásának. A fizikai és kémiai kezelés ezen kombinációja jelentősen megnöveli a maratás kémiai reakciósebességét. A maratási sebességet és a szelektivitást a folyamat követelményei határozzák meg. Mivel mind az ionbombázás, mind a gyökök döntő szerepet játszanak a maratásban, és az RF teljesítmény képes szabályozni az ionbombázást és a gyököket, az RF teljesítmény a maratási sebesség szabályozásának kulcsparaméterévé válik. A rádiófrekvenciás teljesítmény növelése jelentősen növelheti a maratási sebességet, amiről a továbbiakban részletesen lesz szó, ami szintén befolyásolja a szelektivitást.
6. Végpont észlelése
Plazma nélkül a maratási végpontot idővel vagy szemrevételezéssel kell meghatározni. A plazmafolyamatok során, amikor a maratás a felületi anyagon keresztül halad az alatta lévő (végpont) anyag maratásához, a plazma kémiai összetétele megváltozik a maratási melléktermékek változása miatt, ami az emissziós szín változásán keresztül nyilvánul meg. Az emissziós szín változásának optikai érzékelőkkel történő figyelésével a maratási végpont automatikusan feldolgozható. Az IC-gyártásban ez nagyon értékes eszköz.**



